
I would like to start an intelligent conversation about E. C. Powell and his taper methodologies as previously define in several articles and the recently published book on Powell. On this site are some very well tooled brains on taper design and I would like to get input on some observations I have as I pool all this information together. I have also been allowed access to a 36 rod collection of ECP and Xerxa rods which I am gradually measuring through to check concepts against reality.
Question One:
The noted "A Taper": If we take the A8 X 1/4, A8 X 1/5 and A8 X 1/6 tapers where we are talking about a progressive variance from the straight B8 taper of,
X 1/4 of .00025"
X 1/5 of .0002"
X 1/6 of .000167"
The difference between the 1/4 and 1/6 increment is .000083334" or approximately 2 microns! (very small) over 6 inches. Or .000167" across the flats of a blank.
It is noted the 1/4 taper is a fast/severe rod taper, demanding a competent caster to handle and used in the ECP "accuracy" and competition models'. Where as, the 1/6 taper is called out as a mild casting rod.
How can such a miniscule dimensions change over 6 inches change (baring in mind all the other variables we must address) the casting characteristics of a rod so dramatically ??
The most accurate mill I have seen in a shop (R. W. Summers) can hold to a tolerance of .0005-" on his sections of .001-" over the flats.
Do any of you work at that kind of tolerance level? We are talking about a couple of microns!
After measuring 6 ECP rods I am finding across the flats variances at station points of up to .020+". The average variance is coming out to be about .010". I have not found a station where all three dimensions are the same within .005". This inaccuracy in reality does not compute with the extremely fine tolerance required in the formulas.
I am human. I am fallible. What have I missed?
This is a start, more to follow.
Carl
E. C Powell Tapers (Part One)
Moderator: Titelines

Re: E. C Powell Tapers (Part One)
#2Carl,
You are mixing units. You show the Powell in inches yet talk about rate of change in metric. Most of my working days I worked with both systems and I am a bit of a stickler about keeping them apart from one and and the other.
Jerry
micron
Also found in: Thesaurus, Medical, Financial, Acronyms, Encyclopedia, Wikipedia.
mi·cron also mi·kron (mī′krŏn′)
n. pl. mi·crons or mi·cra (-krə) also mi·krons or mi·kra (-krə)
A unit of length equal to one thousandth (10-3) of a millimeter or one millionth (10-6) of a meter. Also called micrometer.
[From Greek mīkron, neuter of mīkros, small.]
American Heritage® Dictionary of the English Language, Fifth Edition. Copyright © 2016 by Houghton Mifflin Harcourt Publishing Company. Published by Houghton Mifflin Harcourt Publishing Company. All rights reserved.
You are mixing units. You show the Powell in inches yet talk about rate of change in metric. Most of my working days I worked with both systems and I am a bit of a stickler about keeping them apart from one and and the other.
Jerry
micron
Also found in: Thesaurus, Medical, Financial, Acronyms, Encyclopedia, Wikipedia.
mi·cron also mi·kron (mī′krŏn′)
n. pl. mi·crons or mi·cra (-krə) also mi·krons or mi·kra (-krə)
A unit of length equal to one thousandth (10-3) of a millimeter or one millionth (10-6) of a meter. Also called micrometer.
[From Greek mīkron, neuter of mīkros, small.]
American Heritage® Dictionary of the English Language, Fifth Edition. Copyright © 2016 by Houghton Mifflin Harcourt Publishing Company. Published by Houghton Mifflin Harcourt Publishing Company. All rights reserved.
Re: E. C Powell Tapers (Part One)
#3Jerry,
I indicated the information all in inches everywhere in the post, but noted the micron (metric) unit (only once) purposefully, as to most people it emphasizes the minuteness of the deference we are speaking of. So to help you and others using English units, we are talking about a differential of 8.334/100,000th's of an inch which was noted as .00008334" in my original post.
Carl
I indicated the information all in inches everywhere in the post, but noted the micron (metric) unit (only once) purposefully, as to most people it emphasizes the minuteness of the deference we are speaking of. So to help you and others using English units, we are talking about a differential of 8.334/100,000th's of an inch which was noted as .00008334" in my original post.
Carl
Re: E. C Powell Tapers (Part One)
#4Carl,
The increment is per strip so double that for a glued up blank. In addition, the increment is additive so the first station gets one increment added, the second gets 2, the third gets 3 and so forth. Over the length of an 8 foot rod the difference between the 1/4 and 1/6 increment is a full 20 thousandths.
Mike


The increment is per strip so double that for a glued up blank. In addition, the increment is additive so the first station gets one increment added, the second gets 2, the third gets 3 and so forth. Over the length of an 8 foot rod the difference between the 1/4 and 1/6 increment is a full 20 thousandths.
Mike

Re: E. C Powell Tapers (Part One)
#5Hi Carl.
Valid points. I have found the same thing. And EC's not-so-careful varnish application doesn't help with the measurements! I haven't handled enough EC rods, especially oil finish rods, to say whether these variances ebbed and flowed over time either.
Another thing to consider: EC tailor-fit rod sections for action per customer when they would visit or specify by order, so there are plenty of rods out there that don't quite match the theoretical numbers. I never fully grasped this as a one-at-a-time rodmaker until I visited Glenn Brackett and he opened his Narnia closet and it was full of blanks aging in the string! The light went off for me on how EC's shop must have been at least somewhat similar.
My own opinion of the Powell tapers is that he used his famous formulas mainly to derive the action of the lower portion of the rod, namely their power and tempo. The station differences are very small though measurable above the ferrule, but they really start to show up below the ferrule through the compounding nature of the formulas. Like an investment chart. On a longer rod, even an A-8 + 1/6 will exceed the dimensions of a B-9 at the grip even though the B-9 has a steeper base taper. (An A-9 + 1/6 would really have some dimension above the grip). Perhaps we should keep a 2pc rod in mind throughout as a experiment? You choose. How does your theoretical rod fare if we start it at say .072"?
What happens for me with these two examples is the relationship of the different parts of the rod change in relation to each other as the mass is apportioned differently across the blank. It is fairly easy to discern when casting. The shorter the rod, the less overall difference because the compounding is less. The A-8 + 1/6 feels "faster", stiffer above the grip and the action is moved out toward the top half of the tip, which feels quite tippy and the rod crisp (for bamboo). Some of this is due to the slightly flatter tip taper, but most of the tippy feel seems to come from the stiffer butt, which lets the caster work off the tip and really drive the lower middle of the rod below the ferrule. The B-9 on the other hand is still crisp but more relaxed overall. The action works farther down yet doesn't have that under-the-cork feel of a classic parabolic rod. The slight dip in stiffness below the ferrule is still there as it is on the A-8 + 1/6, but when you load it up, it's a more gentle and full working spring unleashing that energy. (A lot of makers put a "flat spot" between the stripper and ferrule, a very mild hinge that adds a lot of power to the cast when loaded; Powell basically accomplished this with his dimensional continuity across the ferrule: it smooths the arc across the ferrule and also gives that very slight hinge.) The B taper doesn't require as much power application as the A, but is still more assertive than a C taper would be.
Hope any of that made sense.
Valid points. I have found the same thing. And EC's not-so-careful varnish application doesn't help with the measurements! I haven't handled enough EC rods, especially oil finish rods, to say whether these variances ebbed and flowed over time either.
Another thing to consider: EC tailor-fit rod sections for action per customer when they would visit or specify by order, so there are plenty of rods out there that don't quite match the theoretical numbers. I never fully grasped this as a one-at-a-time rodmaker until I visited Glenn Brackett and he opened his Narnia closet and it was full of blanks aging in the string! The light went off for me on how EC's shop must have been at least somewhat similar.
My own opinion of the Powell tapers is that he used his famous formulas mainly to derive the action of the lower portion of the rod, namely their power and tempo. The station differences are very small though measurable above the ferrule, but they really start to show up below the ferrule through the compounding nature of the formulas. Like an investment chart. On a longer rod, even an A-8 + 1/6 will exceed the dimensions of a B-9 at the grip even though the B-9 has a steeper base taper. (An A-9 + 1/6 would really have some dimension above the grip). Perhaps we should keep a 2pc rod in mind throughout as a experiment? You choose. How does your theoretical rod fare if we start it at say .072"?
What happens for me with these two examples is the relationship of the different parts of the rod change in relation to each other as the mass is apportioned differently across the blank. It is fairly easy to discern when casting. The shorter the rod, the less overall difference because the compounding is less. The A-8 + 1/6 feels "faster", stiffer above the grip and the action is moved out toward the top half of the tip, which feels quite tippy and the rod crisp (for bamboo). Some of this is due to the slightly flatter tip taper, but most of the tippy feel seems to come from the stiffer butt, which lets the caster work off the tip and really drive the lower middle of the rod below the ferrule. The B-9 on the other hand is still crisp but more relaxed overall. The action works farther down yet doesn't have that under-the-cork feel of a classic parabolic rod. The slight dip in stiffness below the ferrule is still there as it is on the A-8 + 1/6, but when you load it up, it's a more gentle and full working spring unleashing that energy. (A lot of makers put a "flat spot" between the stripper and ferrule, a very mild hinge that adds a lot of power to the cast when loaded; Powell basically accomplished this with his dimensional continuity across the ferrule: it smooths the arc across the ferrule and also gives that very slight hinge.) The B taper doesn't require as much power application as the A, but is still more assertive than a C taper would be.
Hope any of that made sense.

Re: E. C Powell Tapers (Part One)
#6Carl,
To state this simply, you have to look at the cumulative effect across the entire taper. A small difference in the taper function over 6” - which is non-linear - only starts to add up with distance.
Trlamds and Chris’s posts above covers this pretty clearly, just repeating the point succinctly.
There is also a pretty narrow range of relevant/good A tapers. Too little rise you end up with a B taper. Too much and the rod has a tree trunk under the grip.
Last thing note that many Powell A taper rods also have adjustments in the first 12 to 16” to get the tip to turn over better. EC also modified tapers across the ferrules.
If you don’t have a copy of Per Brandin’s book on EC Powell then buy it. You will get all the answers you ever wanted on the subject.
Cheers,
John
To state this simply, you have to look at the cumulative effect across the entire taper. A small difference in the taper function over 6” - which is non-linear - only starts to add up with distance.
Trlamds and Chris’s posts above covers this pretty clearly, just repeating the point succinctly.
There is also a pretty narrow range of relevant/good A tapers. Too little rise you end up with a B taper. Too much and the rod has a tree trunk under the grip.
Last thing note that many Powell A taper rods also have adjustments in the first 12 to 16” to get the tip to turn over better. EC also modified tapers across the ferrules.
If you don’t have a copy of Per Brandin’s book on EC Powell then buy it. You will get all the answers you ever wanted on the subject.
Cheers,
John
Re: E. C Powell Tapers (Part One)
#7So first to trland:
The A8 X 1/4 is rising at an increment variance of .00025" per 6 inches versus the A8 X 1/6 rising at .000167" per 6 inches on a section from a straight B8 taper. Yes, this is doubled across the cross section of the rod. That difference in rise is .00008334" (.00025" - .000167" = .00008334") per 6 inch section and times 2 means 17/100,000th's over the rod per 6 inches! added to the B8 taper. Can some one tell me that this amount of variance equates to the A8 X 1/4 rod to be classified as "severe" and the A8 X 1/6 to be classified as "mild" in their rod actions? Yes, we have to understand this is added to the A8 or the .008" being also added (cumulative) to each 6 inch segment. If you work these A tapers out side by side with say a B9 taper the A taper gets larger than the B taper around the 36/48 inch mark depending on the comparative taper selected. So as noted the A taper gets stiffer in the butt than the B taper.
Which brings us to Chris:
Yep, you're right. That is why I think you find C & B taper butts on A taper tips. This makes a less stiff butt. Gives that tip action needed for accuracy, and lessen the stiffness in the butt.
And I agree I am finding the first 10-16 inches rises faster off the tip on some of the rods. Also noted in Per's book.
So, the recent book also mentions Tony Maslan noting EC took time after the blanks were made to test each rod set out before finishing. Do you think at this point in the production some sorting and re-matching and cutting the blank (it sounds like the section blanks were purposefully made longer) at one or both ends was done to get a rod that met ECP's high casting standard? He wanted the best for his clients, so I can see he may not have been a slave to his formulas.
Production shops made production runs. Once your equipment is set up, run off a bunch of blanks and extras (for future repairs, clients needing second or third tips, a new butt, etc.). I found this happening in the Young shop, along with the fact that in a run some tips and butts will come out lighter or heavier and they would get parked to the side (Hence I would think, Glenn's closet). Eventually they came into use with someone wanting something lighter or heavier than the standard model. OR occasionally experimentation putting these oddballs together with maybe discovering something better?
This will lead me to my next question.
Stay tuned for tomorrow, but keep going on this thread. Still looking for the answer.
"Collective minds working towards a common goal advance a better solution."
Carl
The A8 X 1/4 is rising at an increment variance of .00025" per 6 inches versus the A8 X 1/6 rising at .000167" per 6 inches on a section from a straight B8 taper. Yes, this is doubled across the cross section of the rod. That difference in rise is .00008334" (.00025" - .000167" = .00008334") per 6 inch section and times 2 means 17/100,000th's over the rod per 6 inches! added to the B8 taper. Can some one tell me that this amount of variance equates to the A8 X 1/4 rod to be classified as "severe" and the A8 X 1/6 to be classified as "mild" in their rod actions? Yes, we have to understand this is added to the A8 or the .008" being also added (cumulative) to each 6 inch segment. If you work these A tapers out side by side with say a B9 taper the A taper gets larger than the B taper around the 36/48 inch mark depending on the comparative taper selected. So as noted the A taper gets stiffer in the butt than the B taper.
Which brings us to Chris:
Yep, you're right. That is why I think you find C & B taper butts on A taper tips. This makes a less stiff butt. Gives that tip action needed for accuracy, and lessen the stiffness in the butt.
And I agree I am finding the first 10-16 inches rises faster off the tip on some of the rods. Also noted in Per's book.
So, the recent book also mentions Tony Maslan noting EC took time after the blanks were made to test each rod set out before finishing. Do you think at this point in the production some sorting and re-matching and cutting the blank (it sounds like the section blanks were purposefully made longer) at one or both ends was done to get a rod that met ECP's high casting standard? He wanted the best for his clients, so I can see he may not have been a slave to his formulas.
Production shops made production runs. Once your equipment is set up, run off a bunch of blanks and extras (for future repairs, clients needing second or third tips, a new butt, etc.). I found this happening in the Young shop, along with the fact that in a run some tips and butts will come out lighter or heavier and they would get parked to the side (Hence I would think, Glenn's closet). Eventually they came into use with someone wanting something lighter or heavier than the standard model. OR occasionally experimentation putting these oddballs together with maybe discovering something better?
This will lead me to my next question.
Stay tuned for tomorrow, but keep going on this thread. Still looking for the answer.
"Collective minds working towards a common goal advance a better solution."
Carl
Re: E. C Powell Tapers (Part One)
#8Carl,
Regarding your first question if you have EXCEL plug in the formulas with a starting tip dimension of say 65 thou you will see right away the differences in the tapers. There was a Powell taper spreadsheet floating around the internet at some point maybe you can find it. It’s really instructive to do this yourself.
Agree with you “Slave to his formulas” is definitely the cart running backwards. EC worked out how to make his rods with hand tools. He knew how he wanted a rod to cast well before he developed his formulas and machinery. I am convinced his formulas were more of a way of explaining his design philosophy and categorizing actions than anything else. Clearly there were no hard and fast rules - the formulas represented families of actions not absolute specifications. It only takes measuring a few of his rods to figure that out.
Of course there were production irregularities as you noted every rod shop has those. EC obviously kicked out a lot of rods. Once the strips were cut you got what you got, his fitting and casting in my opinion was designed to get the most out of what came out of the string and some rods obviously came out better than others. There is zero question he did what he could to make every rod that went out of the shop to meet his standards for rod action. The aesthetics he didn’t achieve - probably because it wouldn’t be practical to meet today’s aesthetic standards and not go totally bankrupt.
Regarding your first question if you have EXCEL plug in the formulas with a starting tip dimension of say 65 thou you will see right away the differences in the tapers. There was a Powell taper spreadsheet floating around the internet at some point maybe you can find it. It’s really instructive to do this yourself.
Agree with you “Slave to his formulas” is definitely the cart running backwards. EC worked out how to make his rods with hand tools. He knew how he wanted a rod to cast well before he developed his formulas and machinery. I am convinced his formulas were more of a way of explaining his design philosophy and categorizing actions than anything else. Clearly there were no hard and fast rules - the formulas represented families of actions not absolute specifications. It only takes measuring a few of his rods to figure that out.
Of course there were production irregularities as you noted every rod shop has those. EC obviously kicked out a lot of rods. Once the strips were cut you got what you got, his fitting and casting in my opinion was designed to get the most out of what came out of the string and some rods obviously came out better than others. There is zero question he did what he could to make every rod that went out of the shop to meet his standards for rod action. The aesthetics he didn’t achieve - probably because it wouldn’t be practical to meet today’s aesthetic standards and not go totally bankrupt.
-
Mike McGuire

- Master Guide
- Posts: 702
- Joined: 03/16/10 19:00
Re: E. C Powell Tapers (Part One)
#9Here is the way the A taper works. Stations are 6" apart.
At the first station 1 increment is added.
At the 2nd station 2 increments are added plus the increment from the first for a total of 3, i.e. 1+2
At the 3rd station 3 increments are added plus all the previous increments for at total of 6, i.e. 1+2+3
At the 4th station 4 increments are added plus all the previous increments for a total of 10, i.e. 1 +2 +3 +4
...
At the nth station n increments are added plus all the previous increments and that is the sum of the numbers from 1
to n, which is n(n+1)/2.
So for an 8' rod you would have 16 stations and thus 136 increments added to the straight line taper by the time you get to the end. So if the increment is 1/4 or 0.00025" the the addition at the end is 136 x 0.00025 = 0.0034", while if it is 1/6 or 0.000166 and the addition at the end is 0.023". These are strip dimensions, to be doubled for whole rod dimension.
In the case of the C taper the increments add up the same way but are subtracted from the straight line taper.
I have gone into all this in great detail in this article on my web site. I show that the A and C tapers are actually sections of a parabola.
Mike
At the first station 1 increment is added.
At the 2nd station 2 increments are added plus the increment from the first for a total of 3, i.e. 1+2
At the 3rd station 3 increments are added plus all the previous increments for at total of 6, i.e. 1+2+3
At the 4th station 4 increments are added plus all the previous increments for a total of 10, i.e. 1 +2 +3 +4
...
At the nth station n increments are added plus all the previous increments and that is the sum of the numbers from 1
to n, which is n(n+1)/2.
So for an 8' rod you would have 16 stations and thus 136 increments added to the straight line taper by the time you get to the end. So if the increment is 1/4 or 0.00025" the the addition at the end is 136 x 0.00025 = 0.0034", while if it is 1/6 or 0.000166 and the addition at the end is 0.023". These are strip dimensions, to be doubled for whole rod dimension.
In the case of the C taper the increments add up the same way but are subtracted from the straight line taper.
I have gone into all this in great detail in this article on my web site. I show that the A and C tapers are actually sections of a parabola.
Mike
A Selection of my DIY Rodmaking Tools

Re: E. C Powell Tapers (Part One)
#12And that 1/4 increment rod butt essentially has a continuous and bigger swell over its length relative to the 1/6 increment butt.Mike McGuire wrote: ↑03/24/21 23:32So if the increment is 1/4 or 0.00025" the the addition at the end is 136 x 0.00025 = 0.0034", while if it is 1/6 or 0.000166 and the addition at the end is 0.023". These are strip dimensions, to be doubled for whole rod dimension.
Re: E. C Powell Tapers (Part One)
#13Mike your site has explained the formula math very clearly and is a great service in figuring part of this out.
BUT!
You all are missing the point. If you made a tapered bar sloped at the A8 X 1/4 and one at the A8 X 1/6 the difference in the slopes over 6 inches is the noted .00008334". This is 8.3 / 100,000ths of an inch over the 6 inches.
Can any bamboo rod builder out there hold their work to this tolerance level in cutting/milling/whatever.... their rod sections?
Carl
BUT!
You all are missing the point. If you made a tapered bar sloped at the A8 X 1/4 and one at the A8 X 1/6 the difference in the slopes over 6 inches is the noted .00008334". This is 8.3 / 100,000ths of an inch over the 6 inches.
Can any bamboo rod builder out there hold their work to this tolerance level in cutting/milling/whatever.... their rod sections?
Carl
Re: E. C Powell Tapers (Part One)
#14Carl,
Respectfully the answer above could not make it any more clear you are confused about how Powell tapers work and how bamboo strips were sawn to match them. An A taper is a functional curve over the entire length of the rod. As was stated multiple times above it is the cumulative addition over the entire function that makes a difference not the individual initial interval. If you plot two A tapers with different slopes the are identical in the tips and different in the butts. Anybody with a chisel and a jig can make a pattern board that accurately follows the whole functional curve. There is no need for precision in cutting the pattern board any greater than +/- a couple thousandths at any given point to match the overall curve. The strips themselves can be off several thousands at any given point and still have the A taper character.
In order to eliminate confusion about what an A taper really is and how one would saw strips to make a rod with this taper go back and read the Brandin’s book again hopefully it will click.
John
PS the answer to your last question is quite obviously no. No rod maker can or needs to work to tolerances much lower than about +/- 0.002 in.
Respectfully the answer above could not make it any more clear you are confused about how Powell tapers work and how bamboo strips were sawn to match them. An A taper is a functional curve over the entire length of the rod. As was stated multiple times above it is the cumulative addition over the entire function that makes a difference not the individual initial interval. If you plot two A tapers with different slopes the are identical in the tips and different in the butts. Anybody with a chisel and a jig can make a pattern board that accurately follows the whole functional curve. There is no need for precision in cutting the pattern board any greater than +/- a couple thousandths at any given point to match the overall curve. The strips themselves can be off several thousands at any given point and still have the A taper character.
In order to eliminate confusion about what an A taper really is and how one would saw strips to make a rod with this taper go back and read the Brandin’s book again hopefully it will click.
John
PS the answer to your last question is quite obviously no. No rod maker can or needs to work to tolerances much lower than about +/- 0.002 in.
Re: E. C Powell Tapers (Part One)
#15John,
I understand what you saying and I thank you for the positive input. It is clear that working to the theoretical tolerances is impractical, and making exactly the computed taper (what ever its shape is) is not often manageable. The theory and math give a conceptual direction. The outcome by the builder is managed by whatever means possible to deliver a functioning quality product meeting that concept, which may even require varying from the math.
Carl
I understand what you saying and I thank you for the positive input. It is clear that working to the theoretical tolerances is impractical, and making exactly the computed taper (what ever its shape is) is not often manageable. The theory and math give a conceptual direction. The outcome by the builder is managed by whatever means possible to deliver a functioning quality product meeting that concept, which may even require varying from the math.
Carl
Re: E. C Powell Tapers (Part One)
#16Carl, Maybe another way to look at this is the beginning and ending slopes of those tapers. They both start out at the tip at .267" per 100" of length (0.008"/6 x 2 x 100). The 1/4 increment A rod ends up at .400" per 100" of length (for an 8 foot rod) while the 1/6 increment rod ends up at .350" per 100" of length. By comparison, a straight B9 taper is .300" per 100" of length. I'm not a particularly good caster but I believe I could feel a significant difference in those two rods with target tapers built to nearly more or less the .002" tolerance BigTJ suggests. As he points out, it is the curve that is followed with the taper not the precise difference between stations.
Re: E. C Powell Tapers (Part One)
#17Carl if you understood what I was saying then you would understand it is completely practical (not impractical) to work within EC Powell’s theoretical tolerances.
If I can get some time later this afternoon I’ll make a plot so you can see.
John
Last edited by BigTJ on 03/25/21 15:25, edited 1 time in total.
Re: E. C Powell Tapers (Part One)
#18Carl see image below.
I used the Carlin powell taper calculator to make three A tapers. This calculator is based on 5" stations. I selected 0.0002, 0.0003, and 0.0004 rise per station. The calculated tapers are shown in columns J, K and L. Like any other taper, you calculate them to 0.001 inch flat to flat, then divide by 2 assuming hex geometry.
I'm not sure there is much of anything else I can do to help convey how the Powell formulas work. At the risk of being repetitive, normal roadmaking precision applies. Just because there are a lot of decimal places in the formula does not mean EC Power had "impractical" theoretical tolerances. They are functions which produce numbers at each station that should be rounded off to a practical number of decimal places just like any function.
If you know as much about roadmaking as I think you do, you will be able to tell that the three tapers in the plots below will cast quite differently from one another. The 0.0004 rise will be a rocket ship with a fast progressive action and a very flex resistant butt, the 0.0002 will still be fast but will have a less progressive action and the stroke will be felt lower in the rod.
Cheers,
-John
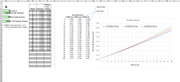
I used the Carlin powell taper calculator to make three A tapers. This calculator is based on 5" stations. I selected 0.0002, 0.0003, and 0.0004 rise per station. The calculated tapers are shown in columns J, K and L. Like any other taper, you calculate them to 0.001 inch flat to flat, then divide by 2 assuming hex geometry.
I'm not sure there is much of anything else I can do to help convey how the Powell formulas work. At the risk of being repetitive, normal roadmaking precision applies. Just because there are a lot of decimal places in the formula does not mean EC Power had "impractical" theoretical tolerances. They are functions which produce numbers at each station that should be rounded off to a practical number of decimal places just like any function.
If you know as much about roadmaking as I think you do, you will be able to tell that the three tapers in the plots below will cast quite differently from one another. The 0.0004 rise will be a rocket ship with a fast progressive action and a very flex resistant butt, the 0.0002 will still be fast but will have a less progressive action and the stroke will be felt lower in the rod.
Cheers,
-John
Last edited by BigTJ on 03/26/21 06:44, edited 1 time in total.
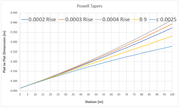
Re: E. C Powell Tapers (Part One)
#19Carl - see plot with a B and C taper added. This is pretty close to the practical envelope of Powell rods for this length. In fact the C would probably be a dog. Notice they are all the same at the tip.
-John
-John
Re: E. C Powell Tapers (Part One)
#20The point as both John and Mike have established is clear and thoughtfully presented.
As rod makers holding to anything less than .001" on a taper is inconsequential to the final outcome. Rounding any computed numbers less than this to the nearest thousandths is all the accuracy required.
With ECP rod tapers observing the rise from tip to butt as the whole (and how that overall rise occurs) establishes the criteria defining the rod action outcome.
Best,
Carl
As rod makers holding to anything less than .001" on a taper is inconsequential to the final outcome. Rounding any computed numbers less than this to the nearest thousandths is all the accuracy required.
With ECP rod tapers observing the rise from tip to butt as the whole (and how that overall rise occurs) establishes the criteria defining the rod action outcome.
Best,
Carl